|
|
The Western Region Archive |
Diesel-hydraulic locomotive engines
MAN and North British Locomotive Co.
Maybach
MAN and the North British Locomotive Co.
Of all the firms supplying diesel locomotive engines to BR, MAN should have been a shining example. From producing Dr. Diesel's original engine in 1893, their subsequent production and reputation was steadily built up and advanced, mostly due to their 450 mm bore air-injection engine which ran at 450 rev/min and so successfully used in U-boats from 1917. Two of these submarine engines were installed in Southend power station after being taken out of U-boats exhibited there in 1919. These engines remained in service until 1955 and established a good reputation for reliability and longevity. MAN had also been a regular supplier of engines for railcars and locomotives, for which their 22/30 range engines gave up to 1900 hp. This engine was not suitable for the V200 locomotive envisaged by the West German State Railway (Deutsche Bundesbahn), and for this purpose MAN designed, rather hastily, their L12V 18/21 engine, intended originally to give 1000 hp at 1500 rev/min. One pair of these engines were tried out in one of the first five pre-production V200s, but subsequent locomotives only used the Maybach and Daimler-Benz engines.
The North British Locomotive Company (NBL) had three works at Glasgow, namely Atlas, Hyde Park and Queens Park, as well as a large and imposing design and administration office at Springburn. They could quickly turn out the goods when necessary, as for instance, in 1927 when they produced 50 LMS Royal Scot 4-6-0 locomotives in under 12 months. In common with the other steam locomotive builders in the UK, they had never had a reliable home market due to each railway company designing and building their own locomotives, and had to rely heavily on overseas business. When this market started to reduce through the weakening of Imperial ties and increasing pressure by American builders to sell their diesel locomotives, often backed by attractive loan facilities, North British looked increasingly to the potential for diesel and electric locomotives.
From 1948, NBL began to supply shunting diesel locomotives, usually with a Paxman engine, but their output potential was limited to 827 hp, which in turn limited NBLs ability to quote for higher powered units. To counter this, NBL contemplated going into engine production.
The building of a diesel locomotive involves the incorporation of three major items: the engine, the transmission and the mechanics, and it is more financially attractive if all three of these items are made or controlled within one organisation. At this stage only the Brush Group and English Electric were in this position in the UK. NBL could not obtain this status in respect of diesel-electric locomotives, but they could set about achieving this by imitating the Germans by supplying hydraulic transmissions.
Encouraged by the DB, the three German diesel engine manufacturers of Maybach, MAN and Daimler-Benz had all developed high-speed, high-output engines, and it seemed an obvious step for NBL to obtain the building rights for one of these. They had originally intended to obtain the licence for the Ganz engines, but owing to difficulties in negotiating behind the Iron Curtain this fell through. Maybach had already granted a franchise to the Brush Group for their MD range, but was found that MAN were seeking an engine builder in the UK and an arrangement was made for NBL to build the L12V 18/21 range of MAN engines. As far as the transmission side was concerned, the Maybach Mekydro range had been licensed to J. Stone & Co. of Deptford, but the Voith, better known and easier to understand, was still available, so NBL secured the manufacturing rights for that transmission, thus giving them all three major components of the diesel-hydraulic locomotive. Unfortunately, diesel engine production is a very specialised work, calling for a high degree of precision not usually found in steam locomotive manufacture. This was not helped either by the language problem and that of working in metric dimensions, all of which produced faults which showed up soon after the locomotives entered service.
With NBL's long tradition of 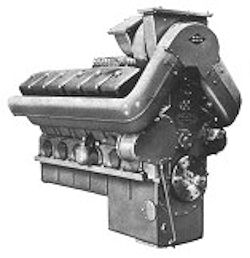 supplying locomotives to the various railway systems including overseas markets, they were obviously well placed to obtain orders for diesel traction and, in fact, did very well in the U.K. initially, receiving thirty-one locomotive orders from the Pilot Order in 1955, comprising of five D600 and six D6300 diesel-hydraulics plus ten D6100 diesel-electrics, all using the same MAN L12V 18/21 engine. Further orders included twenty-eight D6100 1100 hp diesel-electrics in 1956, eighty-five D6300 and D800 diesel-hydraulics in 1957 and twenty more D6100 diesel-electrics in 1958.
supplying locomotives to the various railway systems including overseas markets, they were obviously well placed to obtain orders for diesel traction and, in fact, did very well in the U.K. initially, receiving thirty-one locomotive orders from the Pilot Order in 1955, comprising of five D600 and six D6300 diesel-hydraulics plus ten D6100 diesel-electrics, all using the same MAN L12V 18/21 engine. Further orders included twenty-eight D6100 1100 hp diesel-electrics in 1956, eighty-five D6300 and D800 diesel-hydraulics in 1957 and twenty more D6100 diesel-electrics in 1958.
The Western Region received their first NBL product in January 1958. 'Warship' class, number D600' Active', one of the five 2000 hp of NBL design with A1A bogies and two 1000 hp MAN engines. The engines for this and the following 'Warship', number D601 'Ark Royal', were built in Germany, however, one engine seized up on its first demonstration run out of Paddington. The Western received their first six D6300 1000 hp hydraulics in 1959, a further fifty-two between 1960 and 1962 and thirty-three NBL built D800 'Warships', also between 1960 and 1962.
One major advantage in the Krauss-Maffei V200 locomotive, was that it enabled 2000 hp to be available in a much lighter power unit than that obtained when using electric transmission. The first 'Warships' came out at 78 tons 12 cwt, whereas the English Electric D200 (Class 40) weighed 133 tons and the BR 'Peak' Class 44, with the Sulzer 2300 hp engines, weighed 136 tons. On being told of these weights, Herr Puls of Maybach remarked "mein gott"; so the Class 44 became known as the 'Mein Gotts'. But of course there were drawbacks in this saving of locomotive weight. The 'Warships' were not heavy enough to be able to brake an unfitted freight train, and their specific running resistance with hydraulic transmission was considerably greater than that of an equivalent electric transmission counterpart.
The first ten 1000 hp diesel-electrics went into service on the Eastern Region in 1958 and 1959, however by August 1959 availability was down to 51 per cent. Troubles varied from hydraulic leaks from the Behr fan, fuel leaks, to piston seizures caused largely by the burner insert in the cylinder heads falling onto the pistons. As a precaution these locomotives, D6110-6119, were de-rated to 950 hp and all returned to NBL, one at a time, for rectification. Other problems found were oil leaks into the battery box due to bad design, inadequacy of emergency fuel tank pipework, weakness of the oil pumps resulting in the shutdown pressure being reduced to 20-25 lb/in2, together with head injuries to the maintenance staff due to the bad layout of the turbocharger ducting which also caused inaccessibility of lubricating oil filters. After some measure of rectification the availability improved to 74 per cent by February 1960, but the Eastern Region had had enough of the D6100s and cunningly arranged for their fleet of thirty-eight NBL diesel-electrics to be transferred to the unfortunate Scottish Region, who already had the other twenty of them. The Western Region had in service by 1960 35 D6300 (Class 22) and 44 D600 and D800 (Classes 41, 42 and 43), and were beginning to learn the problems associated with high-speed engines and hydraulic transmissions. Not the least of these problems were electrical for control and protection devices and each diesel-hydraulic locomotive needed some 2˝ miles of electrical wiring. German service engineers had been sent over to assist in the commissioning of the engines in the locomotives and were horrified at the rate at which the drivers accelerated away from a standing start and urged the drivers to be more forgiving in their rates of acceleration. The V.200 locomotives in Germany had not, at that time, been used for the sort of train weight and schedules that the engines were asked to cope with on the Western Region. In addition, the German locomotives received different working conditions in their running sheds on the DB similar to a pit garage for a formula one car, with meticulously worked out servicing arrangements for the various components of the locomotive. The sort of treatment given by BR was rather different to this, and the locomotives fitted with high-speed engines were expected to work under the same conditions of duty and maintenance as steam locomotives. Weaknesses soon began to show up on the Western Region with heads and pistons on the MAN engines, which meant that steam haulage often had to be resorted to. This was used both to supplement failed diesel locomotives, and to deputise for train heating when train-heating boilers also failed. All the problems that BR were finding was not helped by the attitude of the German engine manufacturers, who at first said that they had no problems at all in their own locomotives but later admitted to having had these same problems when BR complained bitterly. Often they did not agree with the remedies that finally proved to be effective in this country and blame was put on BR's track and its more intensive operation, but the whole process of trying to make foreign designs, built under licence by manufacturers not experienced in precision engineering was an expensive and wasteful process.
In April 1962, NBL went into liquidation and in November of that year produced their last locomotive, number D6357, for the Western Region. This meant that BR had over 300 MAN engines in service and entirely dependent on Germany for its supplies of spares. NBL's downfall was due to an overwhelming combination of the efforts to produce new-style locomotives and to manufacture and service both engines and transmissions under licence. The three parts of the organisation producing engines, transmissions and locomotives, did not pull well together, and the costs of rectification of MAN engines were just too much. They might have kept going if there had been any possibility of future orders, but NBL had no shares in the high powered engine market and it was obvious that BR were going to build the bulk of their electric locomotives in their own works.
A report of the principal problems with NBL built locomotives had been prepared by Swindon in September 1962 and read as follows:
(1) In early NBL built MAN engines, great difficulty is experienced in fitting replacement parts, due to non-standard building. Also many failures have been due to poor workmanship e.g. badly fitted taper seats for gears and flanges, additional drilled holes in castings causing oil leaks, balance weights slack on the crankshaft, split pins and locking devices missing, piston rings butting together, and general pipework of poor quality.
(2) Cracked or porous cylinder heads and/or cores plugs leaking.
(3) Exhaust manifold system complicated and unsatisfactory, expansion joints seized, stud threads stripped on cylinder head and manifold joint. Pieces of baffle plate become detached damaging turbo-blower blades. Experiment being introduced with stainless steel bellows to take up expansion and vibration.
(4) Cam followers wear, seize, and cause damage to the camshaft. Occasionally worn followers free themselves, and rotate, and if the tappet clearance has been taken up by adjustment, the push rods are bent by the action of the cams.
(5) Broken top chrome piston rings, thought to be caused either by lack of lubrication due to the severity of the new ring pack introduced to reduce oil consumption, or by ring butting due to build-up of carbon in the ring gap and behind the ring. The ring gap has been increased, but no evidence is yet available of any improvements noticed.
(6) Faulty CAV injectors, with a fractured collar on the spindle, lead to overheating of the burner insert which melts into the cylinder causing damage to pistons, liners and valves.
(7) Big-end bolt breakages mostly attributed to fatigue failures caused by inadequate tightening of the bolts when assembled.
(8) Big-end bearings damaged by the copper blanking plugs working loose in the crankshaft journal oil-ways; modification introduced with thicker collar and hole to facilitate riveting.
(9) Heavy oil leakage from white-metal oil seal at front of crankcase; repair entails re-metalling and reboring.
(10) Failure of ball races on fuel pump drive shaft and cradle.
(11) Insufficient drainage on the combustion air delivery box in the
vee of the engine, combined with poor welding causing fuel leaks, leads to accumulation of fuel oil in the air box.
(12) End cover tapered locating dowels work out of the cylinder block causing oil leaks. A dowel retaining clip is now fitted to overcome this defect.
(13) Pistons suffer from thermal cracking of the crown and have to be scrapped .
(14) Excessive wear of piston top ring groove is thought to be caused by hard carbon building up in the wear-groove in the liner, and plain liners are now used whenever possible.
(15) Overspeed device is unreliable due to design weaknesses which are being discussed with the supplier.
(16) Scoring of the lower liner register during assembly has led to water leaks.
(17) Premature flaking of the lead flashing on the 'Glacier' big-end bearing is at present being investigated.
These same remarks also applied to the 58 engines in the Scottish Region in the Class 21 diesel-electrics as they were also fitted with the MAN L12V 18/21 engine, but in addition, they suffered from unnecessary delays in service due to the overheating trip shutting down the engine, which could not then be restarted until the whole system cooled sufficiently. This was altered to allow the engine to idle so that the fan could still operate. They also found that fractures in the connecting rods originated from the serrations on the mating faces due to insufficient radius at the base of the serrations. New rods were fitted, with serrations having a fuller radius, and proved satisfactory.
One root cause of a lot of the troubles with all of the MAN engines was the coupling in the drive to the fuel pumps. Due to the hardening of the rubber inserts, misalignment altered the pump timing which in turn caused overheating in the cylinder heads leading to piston seizures.
Many big-end bearing failures occurred due to the bearing turning in the housing. It was found that it was possible to have as little as one thousandth of an inch nip between bearing and journal. Larger shells with a higher tightening torque were introduced, but there was really insufficient depth of thread in the caps to take this increased torque.
The piston problems were never properly solved and attempts to get UK piston suppliers to supply pistons with Alfin bonded ring inserts did not materialise. They probably felt that it was a thankless task to undertake for such a small market, so the problem was left to Mahle, who were the original supplier. A suggestion was made in 1967, to test pistons made from silicone-aluminium, but this was never started as these engines were soon to be phased out.
Exhaust manifolds were a constant source of trouble having a partition designed to provide a two-part entry into the turbo-charger. This partition fractured, as did the entry pipe itself, but Glasgow works eventually made their own manifolds in mild steel, which were an improvement on the original and a lot cheaper.
In March 1963, the engine in D6123 in the Scottish Region was replaced by a Paxman 'Ventura' engine rated at 1350 hp. This 'Ventura' was similar to the two fitted in D830 (produced at Swindon in 1961) but at the higher rating, which the electrical equipment on the D6100 Class could accommodate. This was followed by nineteen more 'Ventura' replacements in 1965 but the remaining thirty-eight in that Region were allowed to run on until withdrawal in 1968/9. Those in the Scottish Region had suffered more from crankcase cavitation erosion due to water problems. In this Region the water treatment had at first been sodium dichromate, then sodium benzoate nitrate and finally borax/sodium metasilicate, whereas the Western had used the German recommended soluble oil treatment. Reclamation schemes were tried out using shot blasting and spraying with molybdenum and ceramic, but these were not in action long enough to be conclusive.
Some mention should also be made of the similar engines used in the 'Blue Pullman' railcars although these were German built and only rated at 1000 hp. Their performance was generally admitted to have been superior to the NBL built engines, though railcar duties are reckoned to be easier than those on a locomotive installed engine. These ten engines went into service in July 1960 on the LMR transferring to the Western Region in September of that year. They remained in service until 1973 when all the 'Blue Pullman' trains were withdrawn.
During the last few years of their reduced operation these engines had settled to an acceptable life cycle of 4000 hours between overhauls in the 'Warship' locomotives (D833-865). Problems were still occurring in the high-pressure fuel pipes due to cavitation erosion and fracturing of end nipples. Fuel injectors were changed every 3000 hours and all flexible hoses at 4500-6000 hours, according to overhaul procedures. The one feature of these engines that performed very satisfactory was the Napier turbo-charger, which had not previously been tried on MAN engines, and which amazingly worked better on these engines than on many of their own English Electric engines.
The MAN engine was basically a very simple unit, and with a little more initial development, limitation to 1000 hp and with good assembly procedures, could, and should, have been a perfectly satisfactory engine.
Maybach
Of all the engine builders British Railways used in main-line locomotives, the only manufacturer that had produced nothing other than high-speed engines was Maybach of Germany. The engine works was established in Friedrichshafen to build engines for the Zeppelin airships that were housed on Lake Constance. The ultimate airship engine was a six-cylinder diesel of 21 litres running at 1500 rev/min. By 1930, this evolved into a twelve-cylinder engine producing 410 hp used in the 'Flying Hamburger', which prompted the LNER into building the streamlined 'Silver Jubilee' steamer in 1935.These pre-war engines used roller main and big end bearings, which, according to Dutch Railways, gave a lot of trouble. Post war, the engines were redesigned using a 'tunnel' type crankshaft, on which the crankshaft complete with the roller main bearings could be drawn through the crankcase for servicing. This redesigned version, the 'GTO' model, was used exclusively in the V60 shunting/transfer locomotive of which 901 were built for Deutsche Bundesbahn.
The MD engine range used by the Western Region 'Warship' class was developed from the GTO and with a bore of 7Ľ inches and stroke of 8Ľ inches, produced 100 hp per cylinder at 1500 rev/min in turbocharged form. While retaining the tunnel type crankshaft, the MD range differed from the GTO in that it had separate cylinder heads, whereas the GTO had a non-detachable head similar to W. O. Bentley's design used in many aero engines. The cylinder head incorporated a pre-combustion chamber and a nozzle throat piece, which occupied so much of the head that the valve size had to be reduced, and so six valves, three inlet and three exhaust were employed. Other novel features included hydraulic tappet adjusters and a two-piece, oil cooled piston, with the oil fed by a telescopic tube. This piston cooling oil was in a separate circuit with its own pump.
had separate cylinder heads, whereas the GTO had a non-detachable head similar to W. O. Bentley's design used in many aero engines. The cylinder head incorporated a pre-combustion chamber and a nozzle throat piece, which occupied so much of the head that the valve size had to be reduced, and so six valves, three inlet and three exhaust were employed. Other novel features included hydraulic tappet adjusters and a two-piece, oil cooled piston, with the oil fed by a telescopic tube. This piston cooling oil was in a separate circuit with its own pump.
The design of the Krauss-Maffei V200 diesel-hydraulic locomotive had an instant appeal to the Western Region although it needed to be scaled down to suit the BR loading gauge. The Maybach MD650 1000 hp engine was chosen for Swindon-built locomotives to incorporate in the 'Warship' class, whereas North British built locomotives were fitted with the MAN L12V 18/21 engine. Maybach gave the franchise for UK engine manufacture to Brush at Loughborough, and while that firm was considering where to build the Maybach, they were taken over by Hawker-Siddeley, who decided to produce an engine building plant at Ansty near Coventry.
Before Hawkers engine subsidiary, Bristol Siddeley Engines could get into full production, the first three locomotives, D800-2, were produced at Swindon with German-built Maybachs. D800 left Swindon in July 1958 and in October that year, performance tests were carried out using D801 between Didcot and Dauntsey. These tests showed a high rolling resistance due to the hydraulic transmission, but gave a fuel consumption of 1.1gal/mile with a train of 368 tons.
In June  1959, the British Transport Commission ordered 45 members of the 'Hymek' class each with a Maybach MD870 sixteen-cylinder engine. Basically a stretched version of the twelve-cylinder MD650 but with four intercoolers and two turbochargers, the engine produced 1,740 hp at 1500 revs/min. Bore was 7.3 inches while the stroke was 7.9 inches. In September 1959, the BTC then gave its approval for an order of 74 'Western' class locomotives using the uprated Maybach MD655 engine. With a larger bore diameter of 7ľ inches but the same stroke dimension of the MD650 of 8Ľ inches, engine power from the twelve-cylinder engine was increased to 1,350 hp.
1959, the British Transport Commission ordered 45 members of the 'Hymek' class each with a Maybach MD870 sixteen-cylinder engine. Basically a stretched version of the twelve-cylinder MD650 but with four intercoolers and two turbochargers, the engine produced 1,740 hp at 1500 revs/min. Bore was 7.3 inches while the stroke was 7.9 inches. In September 1959, the BTC then gave its approval for an order of 74 'Western' class locomotives using the uprated Maybach MD655 engine. With a larger bore diameter of 7ľ inches but the same stroke dimension of the MD650 of 8Ľ inches, engine power from the twelve-cylinder engine was increased to 1,350 hp.
In 1960 problems with the cylinder heads began to show up such as rapid wear of the hydraulic tappet adjusters and valve guide sleeves caused by insufficient lubrication and also excessive wear of inlet valve seats due to oil and dirt in the inlet air manifold. This latter problem was due to the difficulty of lubricating the turbocharger lower bearing where surplus oil found its way into the manifold. This was modified by piping away the oil and the crankcase breather was ducted to the radiator instead of the turbocharger. Fractures in cylinder heads, particularly those of German origin, caused a 'campaign' change of all heads, with costs to be shared between BR and BSE, starting in March 1961.
By September 1962 out of the eighty-six MD650 engines supplied (seventy-four plus twelve spares) all had been back to Swindon for repair and one to the makers works. Other defects indicated by a Swindon summary at this time included:
(1) Failure of German made big-end bearing caps due to rough finish precluding crack detection. All these had to be polished. Those produced by BSE were satisfactory.
(2) Corrosion of cylinder head studs. Stainless steel studs and silicone corrosion resistant grease were tried out.
(3) Cracking occurred in the steel piston crown probably due to forging defects.
(4) Waterside cavitation erosion of the early aluminium coated cylinder liners was overcome by the introduction of a chromium plated liner. This transferred the erosion to the crankcase and as an interim measure a reclamation technique using 'Araldite' resin was tried out.
(5) Premature wear of idler gear roller bearings was being investigated and alternative makes of bearing tried out.
(6) Leakage of exhaust fumes into the engine compartment was due to wear in the exhaust manifold expansion joints; these were all re-sleeved.
(7) Collapse of the nozzle guide ring blading in the turbochargers caused damage to the rotor blades.
(8) 'Shelling' of the crankshaft webs and outer tracks of the main roller bearings entailed regrinding of the crankshaft and renewal of the outer tracks. This also entailed a considerable increase in the stockholding of the numbers of different sizes of bearing rollers needing to meet the various amounts of regrinding necessary.
(9) Fretting of crankcase bores allowed outer races to rotate in their housing and this was overcome by doweling these into position.
(10) The oil coolers in the piston oil cooling system were prone to blockage due to cleaning difficulties. This may have resulted in higher piston temperatures, but does not seem to have affected engine performance.
By 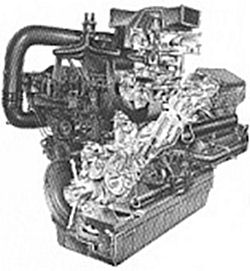 1963 cylinder heads were still failing and a new type with a steel insert in the combustion chamber was supplied for evaluation. Pitting was also occurring on the big-end bearings and in this respect the German bearing material was much superior to the UK type. Liner fractures were also serious, forty-three occurring in one four week period, and a solution was found in the use of a taper on the inner diameter of the top flange.
1963 cylinder heads were still failing and a new type with a steel insert in the combustion chamber was supplied for evaluation. Pitting was also occurring on the big-end bearings and in this respect the German bearing material was much superior to the UK type. Liner fractures were also serious, forty-three occurring in one four week period, and a solution was found in the use of a taper on the inner diameter of the top flange.
The next item that gave serious trouble was the crankcase, which had previously been thought to be a reliable feature. The crankcase was made up by welding cast sections together, but by November 1965 some twenty-seven crankcases had suffered from fractures, mostly in the main bearing housings. This fault only occurred in the more highly rated MD655 and MD870 engines used in the 'Westerns' and 'Hymeks'.
By 1966 most of the problems of the transmission had been overcome, but the engines kept throwing up new problems. These included cracking of exhaust valve seats, and turbocharger bearings whose average life was 5280 hours for SKF bearings and 1200 hours for R and M. There were also three broken crankshafts attributed to thermal stress arising from big-end bearing failures and over 500 fork rod failures, attributed to gudgeon pins.
Due to extremely good organisation at the depots, particularly those at Plymouth Laira, Cardiff Canton and at Bristol, engine changes could be completed in twelve hours and so availability figures for the diesel-hydraulic classes were kept high. By 1966 the Type 4 fleet as a whole had improved from 64 per cent in 1964 to 71 per cent in the latter half of 1966, but most of the improvement was in the 'Warship' class, which had gone up to 84 percent, whereas the D1000 'Westerns' had slipped from 76 per cent in 1962 to 65 per cent. However, these figures were achieved at considerable expense and spares cost alone were as high as Ł316,000 for 1966, which included forty turbochargers at about Ł2400 each and twenty valve gear assemblies at Ł1986 for the twelve-cylinder engines and Ł2589 for the sixteen-cylinder models.
In October 1966, Maybach merged with Daimler-Benz and Bristol Siddeley had pulled out of engine production, so most engine spares had to come from Germany, with a considerable increase in cost. When the whole question of using German engines started, the cost of a twelve-cylinder 1100 hp engine complete with all accessories was quoted at just under Ł13,000 at the rate of exchange at that time, which was very good value.
By 1967 the cylinder head problem had reached mammoth proportions and out of 4312 cylinder heads in service, the number of failures had grown from 200 in 1965 to over 400 in 1966 and 200 in the first three months of 1967. In addition, the majority (70 per cent) of problems were those from MD655 engines. This pile of cracked heads at Swindon was nicknamed the 'Berlin Wall' and so Messrs Ricardo of Shoreham were consulted, and they suggested more thorough examination for the reason for the cracking and to put forward a scheme for salvaging fractured heads. The cooling system of the D1000 locomotives was known to be unreliable and tests were carried out on D1036 Western Emperor which showed that the water temperature after the intercooler, which should have been 104oF (40oC) was in fact 153oF (67oC), and the cylinder exhaust, which should have been 1000oF (537oC) was reaching 1155oF (624oC). This was an obvious case where badly designed ancillaries were affecting the performance and reliability of the engine, not only in the UK but also apparently, in Germany, in spite of more thorough tests on the cylinder heads carried out over there.
Some mention should be made of the two MD655 engines in the prototype diesel-electric Brush Falcon, in this case rated at 1440 hp at 1500 rev/min. This locomotive worked successfully on the Eastern Region from April 1962 until December 1963, running up some 125,000 miles of operation. Following a general overhaul Falcon was transferred to the Western Region to join its other Maybach-engines brothers, and started work again in February 1965. By April it had suffered two engine failures due to water jacket fracture. This was followed by two more engine failures in September and later in December from three cracked cylinder heads. In 1966 water from a cracked head caused a broken connecting rod, but in 1968 Falcon achieved 90,000 miles against an average of 85,000 for the D800 'Warship' class. Following further visits to Swindon, mostly due to cylinder head trouble, it was relegated to freight duties at Llanwern until a traction motor failure in October 1975 when it was withdrawn.
This locomotive, originally D0280 and later renumbered 53.1200, suffered from the fact that its engines were not interchangeable with the other MD655 engines in stock because they had special mounting plates and the couplings for the main generators and were equipped with Woodward governors with speed and torque control. All the other Maybach engines were fitted with Maybachs own governor which had speed control only, as torque control is not needed with hydraulic transmission. Basically, the engine problems on this locomotive were the same as on other Maybach engines, but because it had to spend so much longer in the works when work was being carried out on engines, its mileage figures suffered and it only achieved an average of about 40,000 miles per annum.
By 1967 withdrawals of the diesel-hydraulic fleet had begun as more diesel-electrics were allocated to the Western Region. The first three, D800-2, were withdrawn in October 1968 and the rest by 1972. The 'Hymeks' lasted until 1973 and the 'Westerns' until February 1977. None of these ever carried their official classification numbers, though these had been proposed as far back as 1969.
The locomotives equipped with Maybach engines were all high-powered (1700 hp, 2200 hp and 2700 hp), thus they achieved the better operating results of the diesel-hydraulic fleet, but these results were only obtained with high operating cost and a large stock of spare engines: forty-seven spares for 325 installed engines. Engine overhaul hours were gradually extended to 8000 for an intermediate overhaul and 16,000 for a general overhaul, but overall costs were some Ł10,000 a year above their equivalent diesel-electric types.
Certain features of these MD engines were brilliant in design, but the Maybach reputation was established by their previous GTO range. Unfortunately, the major design change, the detachable cylinder head, was not properly proven when the MD engines went into service, but like most engine problems, this could have been overcome if sufficient time had been put into the research and development necessary for the solution. The fact that the hard work given by those at Laira, Canton and Bristol is shown by the reliability of the 'Westerns' just prior to their withdrawal. The diesel-electric replacements for the class, the English Electric Class 50s, were averaging 9,000 miles between failures at that time, whereas the 'Westerns' were running at 15,000 miles per failure.
Copyright © by John Daniel 2013.